
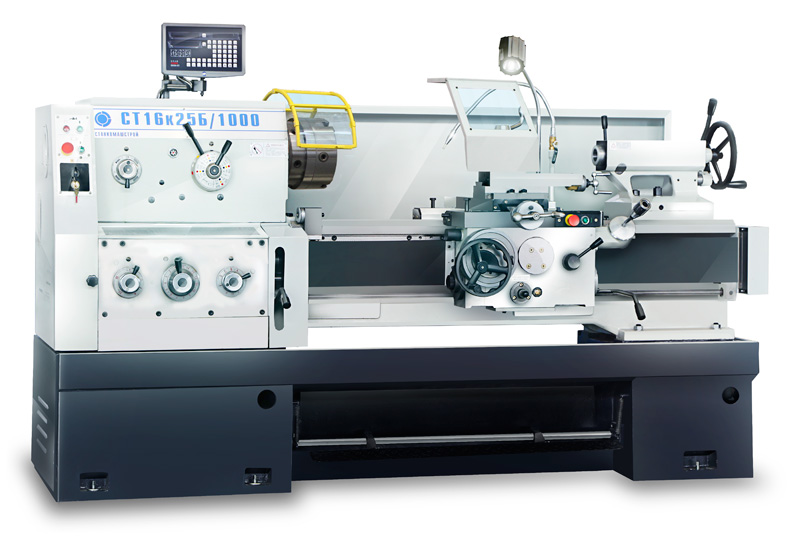


ST 16k25 (B/S)
Die Maschinen ST16k25-Serie, die von "StankoMashStroy" hergestellt werden, sind die modernen Analogen von den sowjetischen Maschinen 16k25. Der hochleistungsfähige Spindelantrieb erlaubt die Werstücke mit der Länge bis zu 1500 mm und im Durchmesser von bis zu 500 mm zu bearbeiten.
| Leistungsdaten | Maßeinheit | ST 16K25 | ST 16K25B | ST 16K25S |
|---|---|---|---|---|
| Max. Umlaufdurchmesser über dem Bett | mm | Ø500 | Ø500 | Ø500 |
| Max. Umlaufdurchmesser über dem Support | mm | Ø300 | Ø300 | Ø300 |
| Max. Werkstücklänge | mm | 1000/1500 | 1000/1500/2000 | 1000/1500/2000 |
| Max. Drehlänge in einer Aufspannung | mm | 820/1320 | 820/1320/1820 | 820/1320/1820 |
| Spindeldurchlass | mm | Ø52 | Ø82 | Ø105 |
| Konus der Spindelbohrung | МТ. №6 | Ø90 1:20 | Ø113 1:20 | |
| Spindelnase | ISO 702/III № 6 Bajonett-Typ |
ISO 702/II № 8 Camlock-Typ |
ISO 702/II № 8 Camlock-Typ |
|
| Spindeldrehzahl | UpM | 9-1600 | 9-1600 | 36-1600 |
| Geschwindigkeitsstufen | 24 | 24 | 12 | |
| Max. Spindeldrehmoment | Nm | 1400 | 1400 | 1400 |
| Anzahl und Bereich der Längsvorschübe: | ||||
| Standard | mm/U (Inch/U) |
0.063-2.52 (0.0023-0.0937) | 0.063-2.52 (0.0023-0.0937) | 0.063-2.52 (0.0023-0.0937) |
| Verringert | mm/U (Inch/U) |
0.028-0.056 (0.0010-0.0021) | 0.028-0.056 (0.0010-0.0021) | 0.028-0.056 (0.0010-0.0021) |
| Vergrößert | mm/U (Inch/U) |
2.86-6.43 (0.1064-0.2392) | 2.86-6.43 (0.1064-0.2392) | 2.86-6.43 (0.1064-0.2392) |
| Anzahl und Bereich der Quervorschübe: | ||||
| Standard | mm/U (Inch/U) |
0.027-1.07 (0.0011-0.0404) | 0.027-1.07 (0.0011-0.0404) | 0.027-1.07 (0.0011-0.0404) |
| Verringert | mm/U (Inch/U) |
0.012-0.026 (0.0004-0.0010) | 0.012-0.026 (0.0004-0.0010) | 0.012-0.026 (0.0004-0.0010) |
| Vergrößert | mm/U (Inch/U) |
1.21-2.73 (0.0457-0.1032) | 1.21-2.73 (0.0457-0.1032) | 1.21-2.73 (0.0457-0.1032) |
| Anzahl und Bereich der gedrehten Gewinde: | ||||
| Metrisches Gewinde | mm | 0.5-224 | 0.5-224 | 0.5-224 |
| Zollgewinde | 72-1/8 tpi | 72-1/8 tpi | 72-1/8 tpi | |
| Modulgewinde | 0.5-112 | 0.5-112 | 0.5-112 | |
| Pitch-Gewinde | 56-1/4 DP | 56-1/4 DP | 56-1/4 DP | |
| Längsschnellverstellung | UpM | 4.5 | 4.5 | 4.5 |
| Querschnellverstellung | m/min | 1.9 | 1.9 | 1.9 |
| Gewindeteilung der Bewegungsschraube | mm | 12 | 12 | 12 |
| Spindelhöhe zu der Messergrundfläche | mm | 28 | 28 | 28 |
| Empfehlenswerter Messerquerschnitt | mm | 25х25 | 25х25 | 25х25 |
| Umdrehungswinkel der Platte | ° | ±90 | ±90 | ±90 |
| Max. Verstellung des Längsmeißelschlittens | mm | 145 | 145 | 145 |
| Max. Verstellung des Querschlittens | mm | 320 | 320 | 320 |
| Max. zulässige Schnittkraft | N | 12000 | 12000 | 12000 |
| Max. zulässige Vorschubkraft | N | 3500 | 3500 | 3500 |
| Diameter der Reitstockpinole | mm | Ø75 | Ø75 | Ø75 |
| Konus der Reitstockpinole | МТ№5 | МТ№5 | МТ№5 | |
| Max. Verstellung der Reitstockpinole | mm | 150 | 150 | 150 |
| Querverstellung des Reitstocks | mm | ±15 | ±15 | ±15 |
| Motortyp der Hauptbewegung | 5АМХ132S4У3 | 5АМХ132S4У3 | Y132M | |
| Motorleistung der Hauptbewegung | kW | 7.5 | 7.5 | 7.5 |
| Motordrehzahl der Hauptbewegung | UpM | 1450 | 1450 | 1450 |
| Motortyp der Schlittenbewegung | 2AOS | 2AOS | 2AOS | |
| Motorleistung der Schlittenbewegung | kW | 0.250 | 0.250 | 0.250 |
| Motordrehzahl der Schlittenbewegung | UpM | 1360 | 1360 | 1360 |
| Typ der KSS Pumpe | zentrifugale | zentrifugale | zentrifugale | |
| Motortyp der KSS Pumpe | АИР56 А2у2 | АИР56 А2у2 | АИР56 А2у2 | |
| Motorleistung der KSS Pumpe | kW | 0.180 | 0.180 | 0.180 |
| Förderung, am Ausgang der KSS Pumpe | l/min | 25/32/50 | 25/32/50 | 25/32/50 |
| Treibriemen | В-Serie | В-Serie | В-Serie | |
| Spannung | V | 380 | 380 | 380 |
| Stromfrequenz | Hz | 50 | 50 | 50 |
| Maschinenabmessungen | mm | 2560/3060х1020х1350 | 2560/3060/3560х1020х1350 | 2560/3060/3560х1020х1350 |
| Maschinennettogewicht | kg | 2900/3200 | 3000/3300/3800 | 3000/3300/3800 |
| Leistungsdaten | Maßeinheit | ST 16K25 (mit der Bettkröpfung) | ST 16K25B (mit der Bettkröpfung) | ST 16K25S (mit der Bettkröpfung) |
|---|---|---|---|---|
| Max. Umlaufdurchmesser über der Bettkröpfung | mm | Ø710 | Ø710 | Ø710 |
| Arbeitsraum der Bettkröpfung | mm | 240 | 240 | 240 |
Die Maschinen sind die modernen Analogen von den Maschinen 16K20 und 16k25, und können in verschiedenen Industuriebranchen bei verschiedenen Verarbeitungsoperationen verwendet werden: Schleifen und Bohren von zylindrischen und konischen Flächen; Schneiden von innen und außen metrischen, Zoll-, Modul- und Pitch-Gewinden; Bohren, Senken, Reiben. Der hochleistungsfähige Aufbau vom Gußbett und seine gehärteten, solidierten und abgeschliffen Führungen sorgen für die professionelle Verarbeitung und sichern eine stabile Operation. Als Spindellager werden die Lager von der sonderhöhen Präzision verwendet. Daher hat die Maschine eine hohe Steifigkeit von der Spindeleinheit und Gesamtaufbausteifigkeit. Dies ermöglicht es die Verarbeitung mit großen Schnittkräften durchzuführen, unter vollständige Benutzung von der Antriebsleistung. Die Maschinen sind hochtechnologisch, arbeitsfreundlich, und sie können die Präzision langdauernd behalten. Die gehärteten und abgeschliffenen Schrägzahnräder des Hauptspindels verbessern die Leistungsfähigkeit, sichern den geräuschlosen Gang, die Maschinelebensdauer und das stoßfreie Schalten.

Der Getriebekasten
Er dient für die Spindeldrehzahlreduzierung. Er hat 24 Geschwindigkeitsauswahloptionen im Bereich von 9 bis 1600 Umdrehungen pro Minute. Alle Zahnräder und Ritzel unterzogen sich einer thermischen Härtung, die ihren Abnutzungs- und Abbröckelnwiderstand erhöht. Das Schmiersystem sorgt für eine gute Kühlung und Reibungsreduzierung, was seinerseits die Fehler stabilisiert, die mit der Temperaturformänderung des Spindelstocks während der Bearbeitung verbunden sind.

Der Vorschubkasten
Er sichert die koordinierte Bewegung des Supports und des auf dem Support fixierten Werkzeugs mit der ausgewählten Geschwindigkeit durch die Maschinenführungen. Man verwendet ihn um den gleichmäßigen Arbeitsvorschub vorzugeben und auch beim verschiedenen Gewindeschneiden.

Der Reitstock
Er wird für die Befestigung des axialen Schnittwerkzeugs benutzt und dient auch als zusätzliche Auflagerung, wo man eine umlaufende oder feststehende Spitze montiert, wenn das Teil in den Spitzen bearbeitet wird.
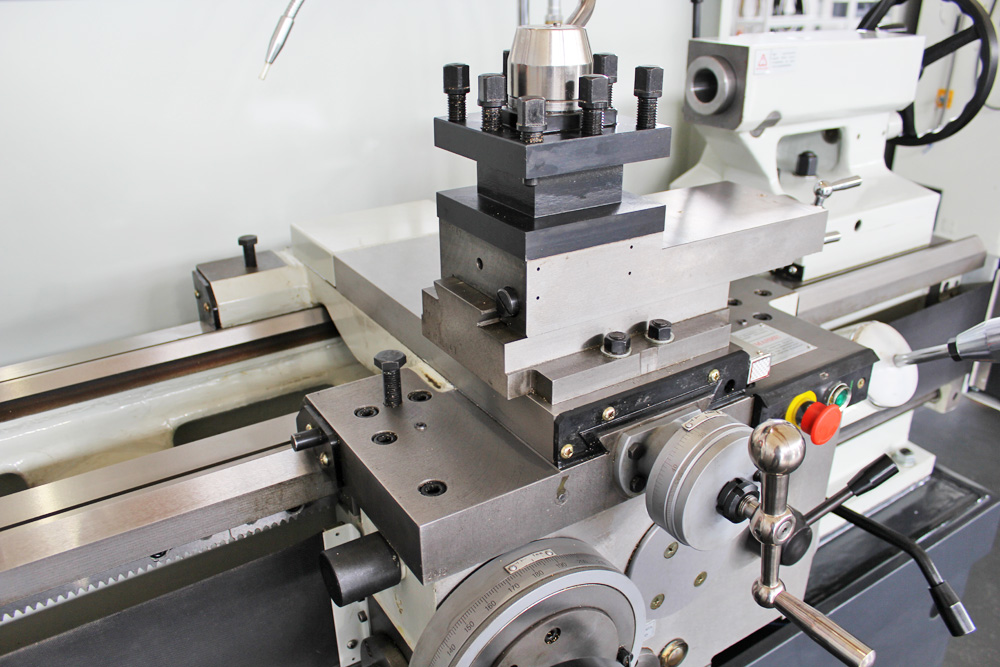
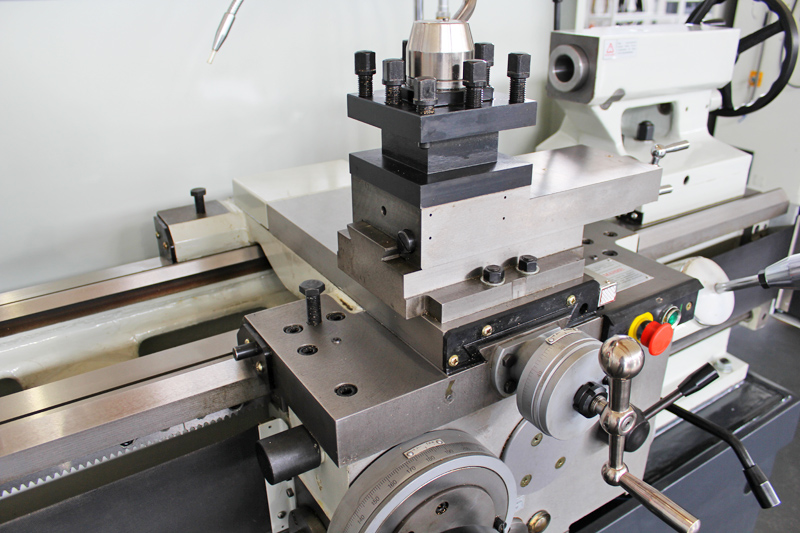
Der Support
Das ist das Maschinenteil, das für die Werkzeugbefestigung bestimmt. Dieses Teil sichert auch die Längs- und Querbewegung für das eingestellte Werkzeug. Der Support hat eine hohe Steifigkeit. Das reduziert die zufälligen Fehler, die mit den elastischen Formänderungen des Supports während der Bearbeitung verbunden sind.
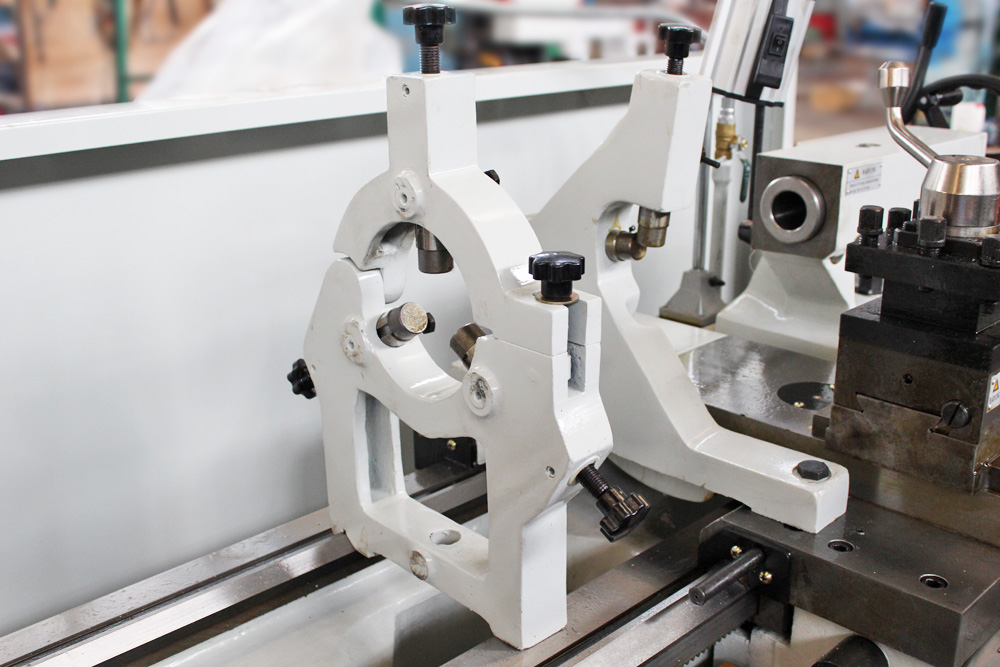
Die Lünetten
Sie dienen als zusätzliche Auflagerung bei der Bearbeitung von Langteilen um die elastischen Formänderungen unter Einwirkung von Schnittkräften zu reduzieren.

Die Digitalanzeige
Sie wird auf die Maschinen ST16K25-Serie eingestellt als Option für die genauere Steuerung der Längs- und Querbewegung eines Werkzeuges, das im Werkzeughalter befestigt ist. Das bietet den Operator die Möglichkeit, die Arbeit mit einer Genauigkeit gleich dem Anlageteilungswert auszuführen.
- Standardzubehör:
- KSS-Fördersystem mit der Pumpe 25 l/min;
- Fußbremse des Spindels;
- Maschinenlampe, halogen;
- Schutzgehäuse des Futters;
- Schutz von Flüssigkeitsabspritzen;
- Eingestellte Treibriemen, ein Satz (4 Stücke);
- Bewegungsschraubenschild und Antriebswellenschild, ein Satz (2 Stücke);
- Reitstock;
- Übergangskonus in der Spindelbohrung;
- Mitgehende Lünette D20…80;
- Feste Lünette D20…125;
- Futterscheibe D250;
- 3-backen Futter D250 mit einem Satz von direkten Backen und Umkehrbacken und mit dem Schlüssel;
- Verstellbarer Anschlag (Z-Achse);
- Feste Gegenspitze МТ5, für den Reitstock;
- Feste Gegenspitze МТ5, für den Übergangskonus;
- Laufende Spitze МТ5;
- 4-fach Werkzeughalter;
- Schutzgehäuse für den Werkzeughalter;
- Schlüssel für die Rundschlitzmuttern 45-52;
- Schlüssel für die Rundschlitzmuttern 115-130;
- Schlüssel für die Rundschlitzmuttern 150-160;
- Schlüssel für den Werkzeughalter;
- Schlüssel für die Scheibe;
- Bedienungsanleitung;
- Fettfüller;
- Vibrationsdämpferlagerung ОВ-31М, ein Satz (4 Stücke).
- Sonderzubehör:
- KSS-Fördersystem mit der Pumpe 32 l/min;
- KSS-Fördersystem mit der Pumpe 50 l/min;
- Ziffernanzeigeeinheit Heidenhain für 2 Achsen komplett mit dem Bildschirm, ein Satz;
- Feste Lünette von größer Durchmesser D120…220;
- Futterscheibe D315;
- Futterscheibe D400;
- Mitnehmerscheibe D250;
- 3-backen Futter D315 mit einem Satz von direkten Backen und Umkehrbacken und mit dem Schlüssel;
- 4-backen Futter D400 mit einem Satz von universalen Backen und mit dem Schlüssel;
- Kegeldrehlineal ±10°;
- Ein Satz von weichen einteiligen Backen für 3-backen Futter D250;
- Ein Satz von direkten gehärteten Backen für 3-backen Futter D250;
- Ein Satz von gehärteten Umkehrbacken für 3-backen Futter D250;
- Ein Satz von weichen einteiligen Backen für 3-backen Futter D315;
- Ein Satz von direkten gehärteten Backen für 3-backen Futter D315;
- Ein Satz von gehärteten Umkehrbacken für 3-backen Futter D315;
- Ein Satz von universalen Backen für 4-backen Futter D400;
- Zusätzlicher Treibriemensatz (4 Stücke).